Repetier Host est un logiciel générique qui permet le réglage et le contrôle de l’imprimante.
Slic3r permet de convertir le modèle 3D sous format .stl en fichier G-code.
L’impression tridimensionnelle de type stéréolithographie consiste à déposer de fines couches de matière les unes sur les autres. La superposition de ces couches 2D formes en fin de traitement une forme 3D. Le fichier G-code est l’interprétation par couche de notre modèle 3D.
Repetier Host intègre Slic3r, les réglages pour une impression mono matériaux s’effectuent donc tous dans le logiciel.
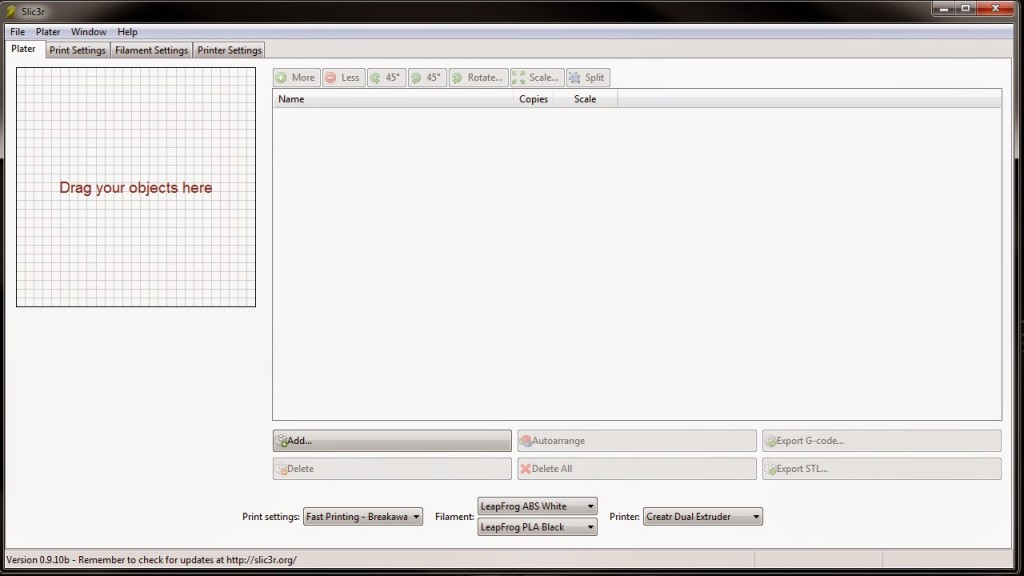
L’utilisation déporté de Slic3r est uniquement nécessaire pour les impressions bi-matière.
Avant de lancer une impression, vous devrez vérifier votre modélisation dans Repetier et générer le G-code.
Télécharger Repetier Host Leapfrog
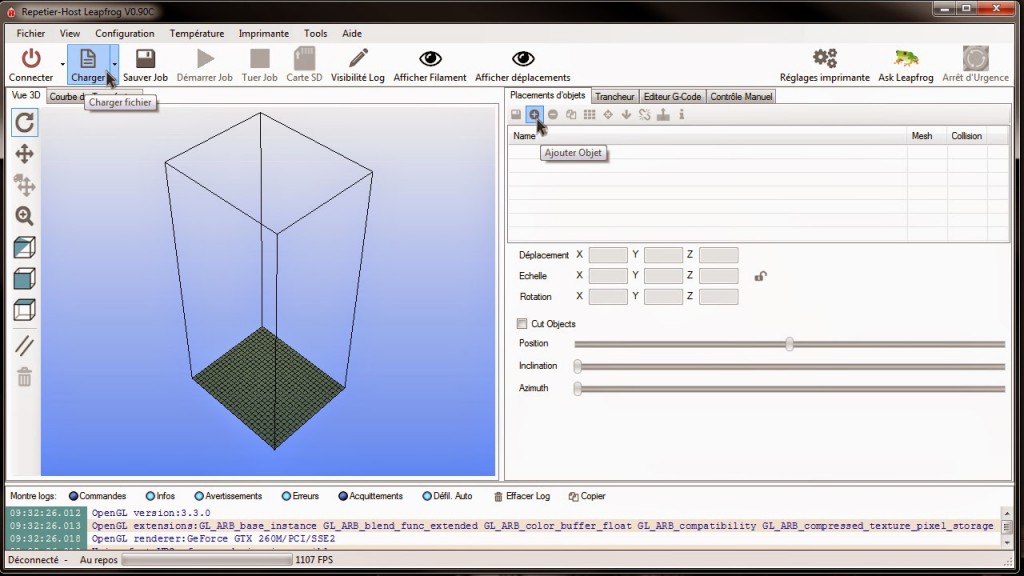
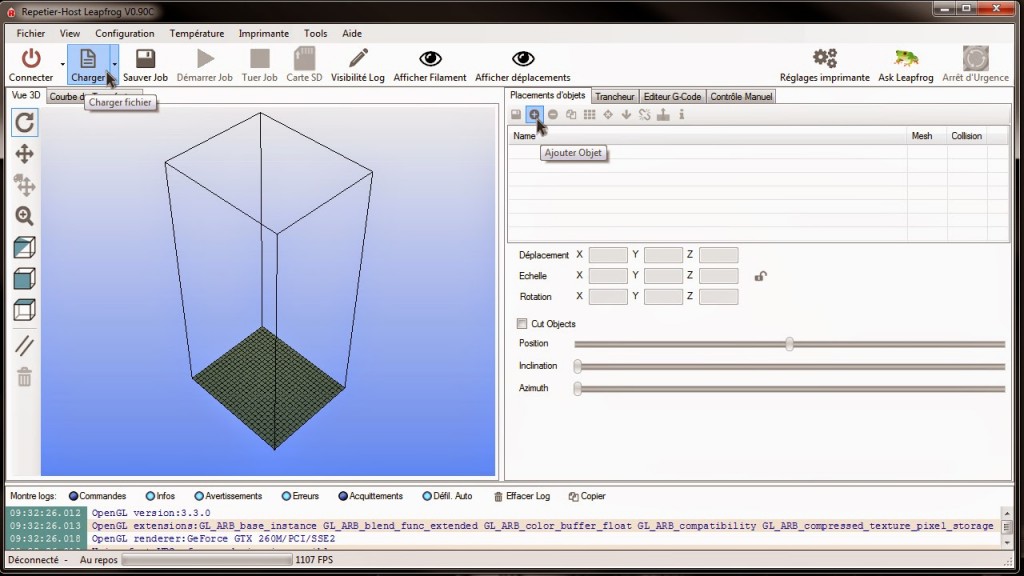
#1 – Importation Repetier Host
- L’importation du modèle s’effectue soit via le bouton « Charger » du menu principal, soit par le bouton ajouter un objet de l’onglet « Placements d’objets ».
- Le logiciel listera les erreurs du fichier dans l’onglet « Placements d’objets », à la suite de la liste des objets importés dans la scène .
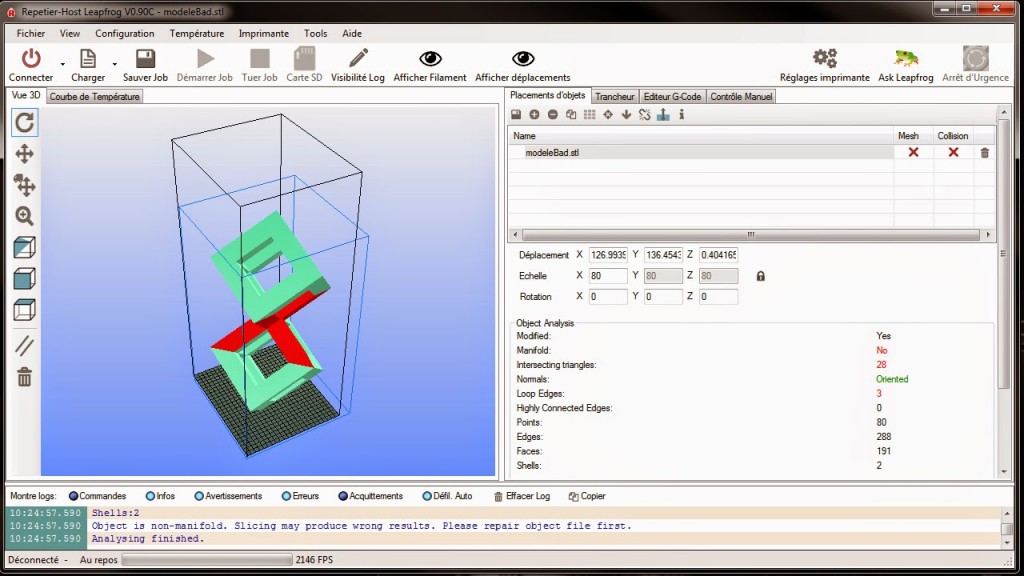
#2 – Correction du Modèle
- Objet non « Manifold » / water-tight: Une modélisation destinée à l’impression tridimensionnelle se doit d’être « étanche à l’eau »; tous ses vertices doivent être reliés entre eux par des arêtes et les arêtes par des faces.
Cette vérification s’effectue dans Blender en mode Edition d’objet (aucun élément ne doit être sélectionné) grâce au raccourci clavier ctrl+Shift+Alt+M qui lance une sélection des parties non « manifold » du modèle 3D. Une fois identifiées les espaces vides doivent être comblés et le modèle ré-importé dans Repetier - Intersecting triangles: Slic3r interprète mal les faces qui se croisent et se traversent. Cette ligne liste le nombre de surfaces triangulaires qui se chevauchent dans le modèle et les matérialise en rouge dans la vue 3D.
Vous devez également corriger ces erreurs dans le logiciel de modélisation et ré-importer l’objet. - Loop Edges: Cette erreur est lié à l’aspect non manifold du modèle, la ligne liste le nombre d’arêtes qui ne sont pas connectées à une face.
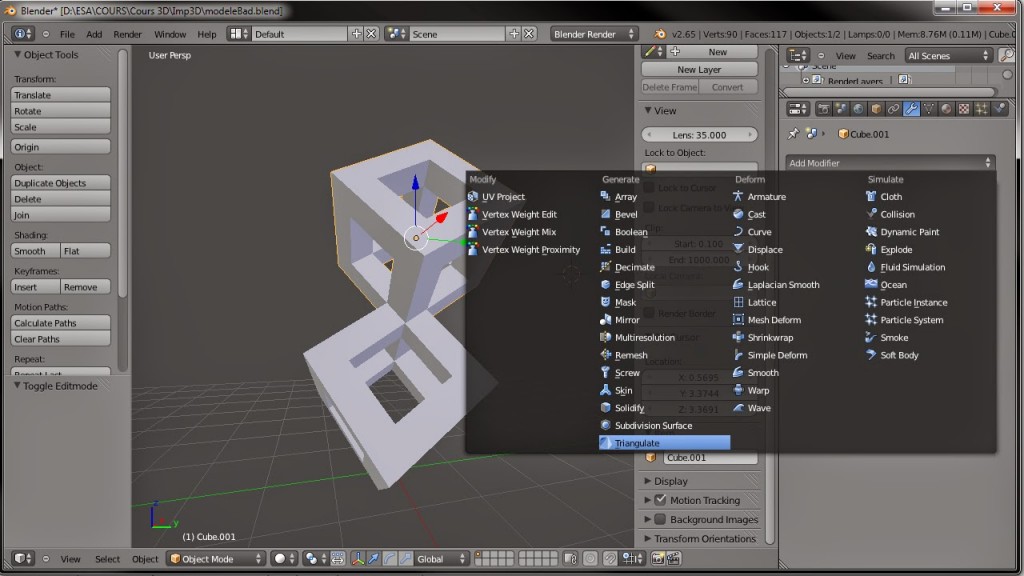
- Highly Connected Edges: L’erreur concerne la triangulation du modèle.
Lors de la modélisation, nous avons souvent la mauvaise habitude de créer des surfaces à 4 côtés. Ces surfaces peuvent ne pas être planes dans un espace 3D. La seule figure géométrique dont tous les points sont obligatoirement contenus dans un même plan est le triangle.
Les logiciels de modélisation interprètent donc toujours un quadrilatère par l’association de 2 triangles et cette opération n’est pas toujours correct par rapport au modèle.
Il sera donc toujours préférable d’appliquer dans Blender le Modifier « Triangulate » qui transforme tous les quadrilatères en association de triangles et de corriger ensuite les erreurs avant d’exporter un Stl destiné à l’impression.
- Certains modèles complexes peuvent être corrigés et optimisés grâce à des logiciels spécifiques comme Autodesk Meshmixer.
#3 – Generer le G-code
- Une fois l’objet corrigé, nous pouvons régler les paramètre d’impression et lancer le découpage par couche (tranchage) de notre modèle via le bouton « Trancher avec Slic3r » de l’onglet « Trancheur ».
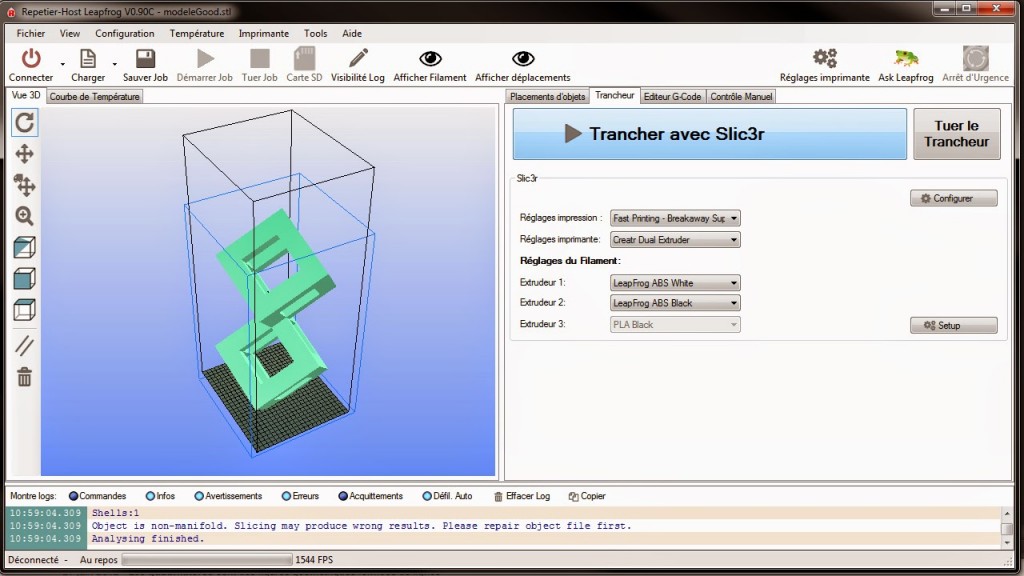
- La plupart des options sont spécifiques au type d’imprimante utilisée et vous seront fournis; vous pouvez néanmoins jouer sur les « Réglages impression » afin de définir la qualité, la vitesse et les supports eventuels.
- « Fast Printing – Breakaway support » = Impression rapide (moindre précision) + support cassable.
- « Fast Printing – n support » = Impression rapide (moindre précision) + pas de support.
- « Fast Printing – Soluble support » = Impression rapide (moindre précision) + support soluble.
- « High Quality – Breakaway support » = Impression Haute qualité (précise) + support cassable.
- « High Quality – no support » = Impression Haute qualité (précise) + pas de support.
- « High Quality – Soluble support » = Impression Haute qualité (précise) + support soluble.
- Les options de support permettent d’imprimer des pièces dont certaines parties déportées sont dans le vide. Slic3r va automatiquement ajouter des « piliers » (cassable ou soluble) de soutien permettant à la forme de ne pas s’affaisser pendant le refroidissement du filament.
- Le G-code généré peut-être sauvegardé et chargé par la suite par l’onglet « Editeur G-Code ». Il peut-être directement envoyé par repetier vers l’imprimante ou stocker sur la carte SD (dans le cas ou l’imprimante en est pourvu) pour une impression différée ou indépendante de l’état du pc sur laquelle elle est branchée.
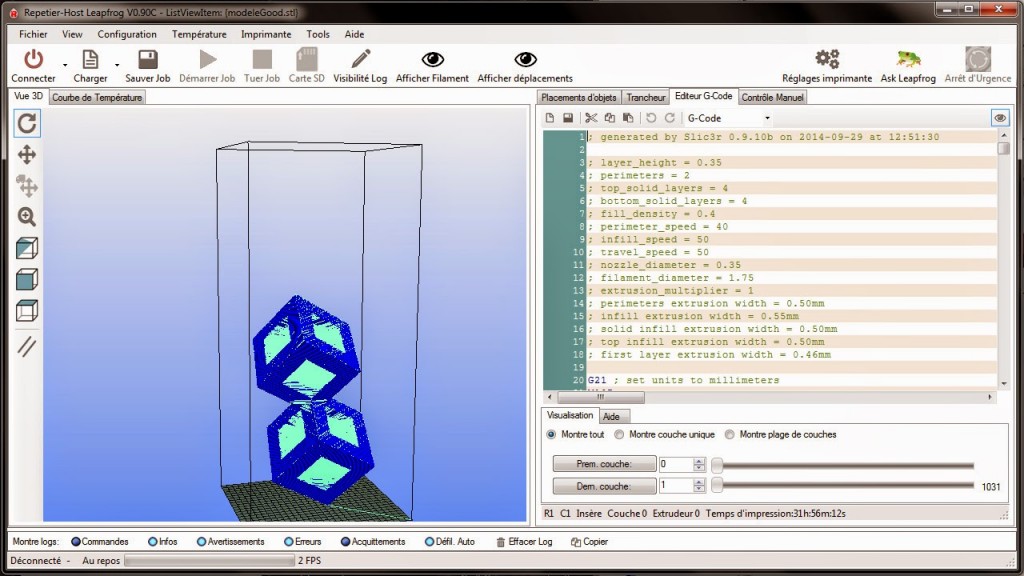
- Le G-code est composé d’une liste d’instruction contenant des codes de commandes, la gestion des paramètres et les coordonnées de déplacement des têtes et du plateau. Le code peut être améliorer en y insérant des instructions spécifiques compatibles avec le firmware Marlin qui équipe la leapfrog.
Implemented Codes
G0 | Déplacement rapide
G1|Coordinated Movement X Y Z E
G2|CW ARC
G3|CCW ARC
G4|Dwell S or P
G10|Retract filament according to settings of M207
G11|Retract recover filament according to settings of M208
G28|Home all Axis
G90|Use Absolute Coordinates
G9|Use Relative Coordinates
G92|Set current position to coordinates given
RepRap M Codes
M0|Unconditional stop. Wait for user to press a button on the LCD (Only if ULTRA_LCD is enabled)
M1|Same as M0
M104|Set extruder target temp
M105|Read current temp
M106|Fan on
M107|Fan off
M109|Wait for extruder current temp to reach target temp.
M114|Display current position
Custom M Codes
M17|Enable/Power all stepper motors
M18|Disable all stepper motors; same as M84
M20|List SD card
M21|Init SD card
M22|Release SD card
M23|Select SD file (M23 filename.g)
M24|Start/resume SD print
M25|Pause SD print
M26|Set SD position in bytes (M26 S12345)
M27|Report SD print status
M28|Start SD write (M28 filename.g)
M29|Stop SD write
M30|Delete file from SD (M30 filename.g)
M31|Output time since last M109 or SD card start to serial
M42|Change pin status via gcode
M80|Turn on Power Supply
M81|Turn off Power Supply
M82|Set E codes absolute (default)
M83|Set E codes relative while in Absolute Coordinates (G90) mode
M84|Disable steppers until next move, or use S to specify an inactivity timeout, after which the steppers will be disabled. S0 to disable the timeout.
M85|Set inactivity shutdown timer with parameter S. To disable set zero (default)
M92|Set axis_steps_per_unit same syntax as G92
M114|Output current position to serial port
M115|Capabilities string
M117|Display message
M119|Output endstop status to serial port
M140|Set bed target temp
M190|Wait for bed current temp to reach target temp.
M200|Set filament diameter
M201|Set max acceleration in units/s^2 for print moves (M201 X1000 Y1000)
M202|Set max acceleration in units/s^2 for travel moves (M202 X1000 Y1000) Unused in Marlin!!
M203|Set maximum feedrate that your machine can sustain (M203 X200 Y200 Z300 E10000) in mm/sec
M204|Set default acceleration: S normal moves T filament only moves (M204 S3000 T7000) in mm/sec^2 also sets minimum segment time in ms (B20000) to prevent buffer underruns and M20 minimum feedrate
M205|advanced settings: minimum travel speed S=while printing T=travel only, B=minimum segment time X= maximum xy jerk, Z=maximum Z jerk, E=maximum E jerk
M206|Set additional homeing offset
M207|Set retract length S[positive mm] F[feedrate mm/sec] Z[additional zlift/hop]
M208|Set recover=unretract length S[positive mm surplus to the M207 S*] F[feedrate mm/sec]
M209|S<1=true/0=false> enable automatic retract detect if the slicer did not support G10/11: every normal extrude-only move will be classified as retract depending on the direction.
M220|S- set speed factor override percentage
M221|S- set extrude factor override percentage
M240|Trigger a camera to take a photograph
M301|Set PID parameters P I and D
M302|Allow cold extrudes
M303|PID relay autotune S sets the target temperature. (default target temperature = 150C)
M400|Finish all moves
M500|Stores paramters in EEPROM
M501|Reads parameters from EEPROM (if you need reset them after you changed them temporarily).
M502|Reverts to the default “factory settings”. You still need to store them in EEPROM afterwards if you want to.
M503|Print the current settings (from memory not from eeprom)
M999|Restart after being stopped by error
[…] Correction et impression avec Repetier Host […]